
Significance Statement
The problem of Chip Snarling that exists during the tapping process must be resolved in order to improve the efficiency. Hence a tapping tool coated with Ni-P/abrasive-particle was developed using the eletroless plating method. The test was performed with the cutting velocities of 10 m/min (conventional cutting velocity) and 50 m/min and the non-occurrence of Chip snarling problem was ensured. During the process, the dynamometer was employed to measure the cutting torque and the thrust force. The tool was kept with the dimensionless diameter less than 1.0 which is calculated by dividing the diameter of chip curl with the width of helical flute. The coefficient of friction was estimated to be greater than 1.23 which is highly essential to avoid the problem of snarling.
The high efficiency and high service life of tools can be achieved by avoiding the problem of chip snarling in tapping process. Generating chips with shorter curl diameter highly prevents chip snarling. Hence considering the factors that affect curl diameter such as the coefficient of friction is highly essential. However, there existed a difficulty in measuring the coefficient of friction between the chip and the rake face of each cutting edge of the tapping tool.
Scientists from Tohoku University and MIYAGITANOI MFG. CO., LTD in Japan proposed a study to find the relationship between the chip curl diameter and the coefficient of friction, estimated from the cutting torque and thrust force during the tapping process.
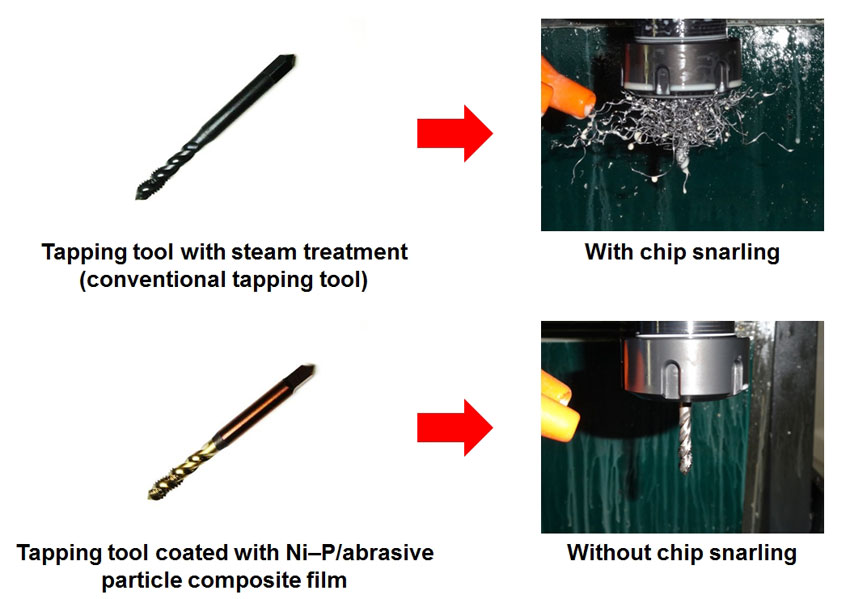
The process of avoiding chip snarling involved comparison of the tapping with various methods like steaming, coating with TiCN film and the tools coated Ni-P/abrasive-particles such as cubic boron nitride or silicon carbide to avoid snarling. The thrust force and cutting torque were measured by dynamometer from which the coefficient of friction has to be measured.
It was observed that the diameter of chip curl played a vital role in getting rid of snarling problem. For steaming process, the diameter of chip curl was less than 1.0 indicating shorter chip diameter than the width of the flute. The diameter also increased with increase in cutting velocity and hence caused snarling problem at high velocities in steaming process. When the coating of tapping tool was done with TiCN film, the diameter was greater and resulted in contact of walls of helical flute and the enlarged chips. This caused snarling problem at both cutting velocities. However, Ni-P/abrasive-particle avoided snarling with diameter less than 1.0 by evacuating chips without restraint from helical flute. These tools also showed small changes in torque and thrust forces as compared with other results. The authors also found that increase in coefficient of friction caused decrease in chip diameter thereby avoiding chip snarling problem. This process of increasing friction is done via two methods namely friction heat theory and secondary flow theory.
This study showed that there was reduction in snarling problem for tools coated with composite film due to decrease in chip curl diameter (less than 1.0). The Snarling was eliminated at both cutting velocities 10 m/min and 50 m/min due to increased friction coefficient between the cutting edges. Hence high friction at the chip interface highly eliminates the snarling problem thereby enhancing efficiency and tool service life.
Journal Reference
Yasuyoshi Saito1, Shoki Takiguchi1, Takeshi Yamaguchi1, Kei Shibata1, Takeshi Kubo2, Wataru Watanabe2, Satoru Oyama2, Kazuo Hokkirigawa1, Effect of Friction at chip-tool interface on chip geometry and chip snarling in tapping process, International Journal of Machine tools and Manufacture, Volume 107, 2016, Pages 60-65.
[expand title=”Show Affiliations”]- Graduate School of Engineering, Tohoku University, 6-6-01 Aramaki Aza-Aoba, Aoba-ku, Sendai, Miyagi 980-8579, Japan.
- MIYAGITANOI MFG. CO., LTD, 15-1 Shichigashuku-machi Aza-Hagisaki, Katta-gun, Miyagi 989-0537, Japan.
Abstract
During tapping processes, the chip snarling problem must be resolved to improve manufacturing efficiency. In this study, we used an electroless plating method to develop a tapping tool coated with Ni−P/abrasive-particle composite film to solve the chip snarling problem. The tapping test was conducted at 10 m/min (conventional cutting velocity) and 50 m/min with a machining center. The cutting torque and thrust force were measured using a dynamometer. The results of the tapping test indicate that the developed tapping tool coated with the composite film prevented chip snarling at 10 m/min and 50 m/min. The dimensionless diameter for the developed tapping tool, which is the diameter of the chip curl divided by the width of the helical flute, was less than 1.0 for both cutting conditions, whereas that for steam-treatment and TiCN film is greater than 1.0. Furthermore, we estimated the coefficient of friction between the rake face of the cutting edge of the tapping tool and the chip from the thrust force and cutting torque. The estimated coefficient of friction for the tapping tool coated with the composite film (>1.23) was greater than that for the other methods (<1.23). These results indicate that a high coefficient of friction (>1.23) is necessary to prevent chip snarling, and due to the high coefficient of friction, the developed tapping tool can prevent chip snarling even at a speed of 50 m/min.
Go To International Journal of Machine Tools and Manufacture
