
Significance
Artificial structural color is produced when light interacts with deliberately shaped micro- and nano-scale surface features rather than with molecular pigments or coatings. In such systems, optical response is inseparable from geometry. Period, orientation, sectional profile, blaze angle, and height all influence how incident light is redirected, separated, or concentrated. Blazed nano-gratings are an important class of optical surfaces because their asymmetric sawtooth profile can direct diffracted energy more efficiently than a symmetric grating. Their usefulness, however, depends on whether the intended three-dimensional topography can be manufactured with sufficient precision and repeatability. This requirement creates a demanding problem for ultra-precision manufacturing. It is not enough to generate a periodic nanoscale texture; the grating must have a controlled spatial orientation, a prescribed spacing, a defined blaze angle, a consistent height, and a stable profile across the machined area. Traditional approaches such as mechanical ruling and lithographic fabrication can provide high precision in selected geometric parameters, especially grating period and blaze angle, but flexible control of grating orientation and full 3D topography remains difficult. Other methods can introduce orientation variation or nanoscale patterning, yet they may be constrained by topographical consistency, process complexity, cost, or material adaptability.
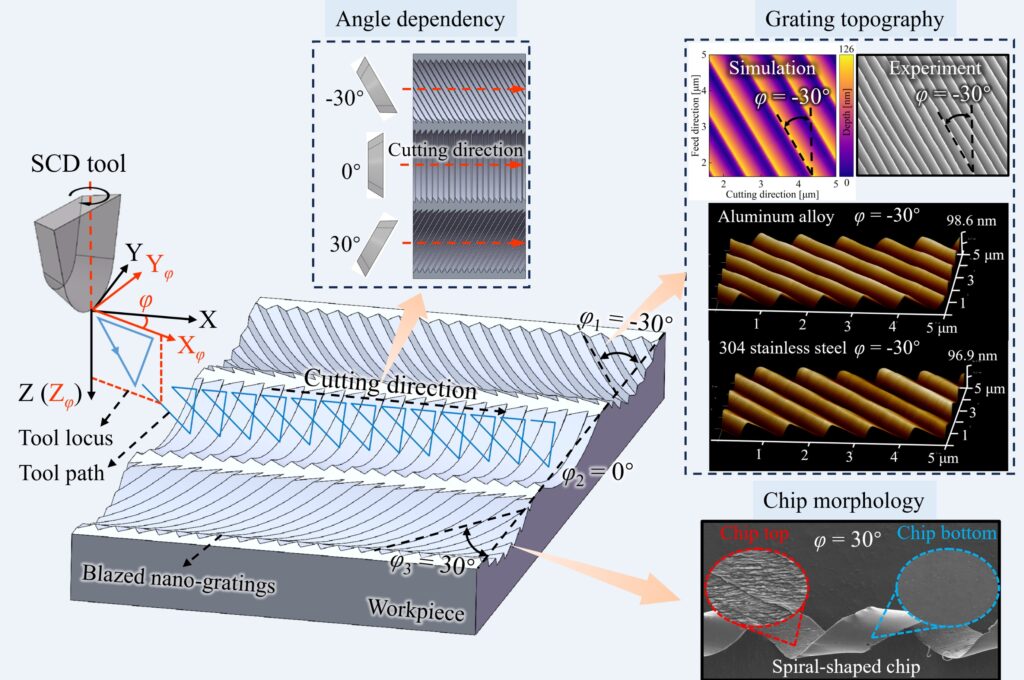
Vibration-assisted diamond cutting offers a more direct and potentially flexible route for producing micro/nano structures on metal surfaces. Still, many existing vibration-assisted or ruling-based methods form gratings through tool flank interference, local ploughing, or direct replication of tool geometry. These mechanisms can limit the independent control of grating geometry, especially when the desired structure is a sharp blazed nano-grating with a specified 3D form. The issue becomes more demanding on harder metallic materials, where elastic recovery, chip flow, cutting force, and tool wear can alter the final surface from the intended design. In the proposed oblique triangle vibration-assisted diamond cutting process, a single crystalline diamond tool is mounted on a two-degree-of-freedom non-resonant vibration generator, while a rotational stage sets the tool azimuth angle. This changes the relationship between the tool coordinate system and the workpiece coordinate system: the vibration plane remains tied to the rake-face geometry of the tool, but it is no longer coincident with the nominal cutting plane when the tool is rotated. Grating orientation can be set by tool azimuth angle, while spacing depends on equivalent cutting speed and vibration frequency; height and blaze angle can then be tuned through the triangle vibration trajectory.
In a recent research paper published in Journal of Materials Processing Technology, Dr. Changcheng Lin, Dr. Qinghou Cheng, Dr. Yingxue Yao, and Professor Yang Yang from Harbin Institute of Technology (Shenzhen) developed an oblique triangle vibration-assisted diamond cutting process for deterministic fabrication of blazed nano-gratings with controlled 3D topography. They also developed a kinematic surface prediction model that maps tool motion and tool geometry to the final grating topography. The process was experimentally demonstrated on aluminum alloy, brass, 304 stainless steel, and nickel-plated stainless steel with controlled profiles and limited tool wear.
The researchers used this geometric relationship to establish a bidirectional mapping between process parameters and grating topography. They expressed full grating shape through five independent parameters: width, spacing, blaze angle, height, and orientation. Afterwards, they built a numerical prediction model by discretizing the tool and workpiece, mapping the tool motion into the workpiece coordinate system, and updating the machined surface height as the tool swept through the material. The simulation served as the analytical bridge between a desired 3D grating and the process settings needed to produce it. Setting the equivalent blaze angle below the tool clearance angle also had a clear scientific consequence: it reduced flank-face ploughing and helped preserve the intended nanoscale profile rather than allowing elastic recovery to distort the intended final shape.
Machining experiments first examined whether grating orientation and spacing could be separated in practice. At constant nominal cutting speed, changing the tool azimuth angle rotated the grating orientation as expected, while the equivalent grating spacing changed because the effective cutting speed in the grating normal plane changed. When nominal cutting speed was adjusted to compensate for that projection effect, the equivalent spacing remained close to the target value while the orientation varied from negative to positive azimuth angles. SEM observations and simulation results showed close agreement, giving the process model practical weight rather than leaving it as a purely geometrical exercise.
Professor Yang Yang and colleagues then performed AFM measurements to clarify the 3D quality of the produced gratings and found that, at an equivalent grating spacing of 764 nm, the structures retained a regular asymmetric triangular blazed profile over different orientations, with measured grating heights around 115 ± 5 nm and an equivalent blaze angle near 12.5 degrees. At a fixed azimuth angle of −30 degrees, the process produced submicron-period gratings over a range from 300 to 1000 nm with generally good agreement between experiment and simulation. At the smallest tested spacing of 200 nm, edge-radius effects and nanoscale micro-ploughing became more pronounced, which altered profile consistency. The authors used this observation constructively, defining the practical submicron range for the process under their tested conditions as 300 to 1000 nm.
The process dynamics were examined through real-time trajectory measurement, three-directional cutting forces, and chip morphology. The triangle vibration trajectory remained stable during machining, with reported maximum displacement errors of 0.146 μm in the Xφ direction and 0.055 μm in the Zφ direction. Cutting force analysis showed intermittent cutting behavior, while the main and feed force components changed strongly with tool azimuth angle. At an azimuth angle of 30 degrees, the resultant cutting force was about 25% lower than in orthogonal cutting, and its direction changed with the tool angle, corresponding to altered chip flow. This force-and-chip evidence gave the formation mechanism a physical basis: topography formation was not only a matter of programmed motion, but also of how the oblique tool posture redistributed cutting load and material flow.
The findings of Harbin Institute of Technology scientists have direct relevance to the manufacture of optical functional surfaces where the performance of a component depends on nanoscale geometry rather than on bulk material alone. Blazed nano-gratings are used to direct diffracted light efficiently, and the ability to control their spacing, orientation, blaze angle, height, and width gives engineers a more reliable route for designing surfaces whose optical response is prescribed before machining. This is especially useful for diffractive optical elements, spectrometer components, optical variable devices, and structural-color surfaces, where small deviations in grating profile can alter brightness, hue, angular response, or diffraction efficiency. The paper specifically connects blazed nano-gratings with diffractive waveguide augmented-reality displays and high-performance spectrometers, where precise 3D topography is critical to optical behavior. A major engineering application is in deterministic surface texturing for metals. Many optical micro/nano-structures are fabricated on limited material classes, but this process was demonstrated on aluminum alloy, brass, 304 stainless steel, and nickel-plated stainless steel. That matters because real devices often require different substrates for stiffness, corrosion resistance, reflectivity, durability, or integration with mechanical assemblies. The ability to texture both non-ferrous and ferrous metals with controlled grating geometry broadens the manufacturing window for optical components that must also meet structural or environmental requirements.
The new method also supports design of polarization- and angle-dependent optical surfaces. Because grating orientation can be controlled through the tool azimuth angle, the same machining principle could be used to fabricate surfaces with spatially varied orientations. Such surfaces are relevant to optical variable devices, anti-counterfeiting elements, polarization-sensitive imaging components, and information-encoded textures. The paper’s structural-color experiments show that the machined gratings can generate orientation- and incident-angle-dependent color responses, supporting their use in engineered visual and optical signatures. From a manufacturing perspective, the most important application may be process planning. The bidirectional mapping between process parameters and grating topography allows engineers to move from a target geometry to machining conditions more systematically. This reduces trial-and-error fabrication and makes nano-grating production more compatible with precision manufacturing workflows. The intermittent cutting behavior and reduced tool wear are also practically important, especially when extending diamond cutting to harder metallic substrates where force, heat, and tool degradation often limit scalability.


Reference
Changcheng Lin, Qinghou Cheng, Yingxue Yao, Yang Yang, Deterministic texturing of blazed nano-gratings with fully controlled 3D topography via oblique vibration-assisted diamond cutting, Journal of Materials Processing Technology, Volume 346, 2025, 119123,
Go to Journal of Materials Processing Technology