Significance Statement
High velocity oxygen fuel spray coating technique has widely been applied in the deposition of protective coatings of high temperature resistance and resilient to both wear and corrosion. However, anomalies such as the presence of oxides, pores and unmelted particles that have the potential to limit the functional properties of the generated coatings, belittle the process. Luckily, post-treatment procedures such as remelting of the thermally sprayed coatings improve microstructure and functional properties. Despite the many remelting techniques, power laser remelting is the most advantageous procedure since it allows for precise control of heat input hence the thickness of the remelted layer. Stellite 6 is one of the materials that is often used for wear and corrosion control protection.
Marek Vostřák and colleagues at the New Technology Research Centre, University of West Bohemia, University 8, Pilsen in Czech Republic proposed a study on the possibility of measurement of the depth of laser remelting of the high velocity oxygen fuel sprayed stellite coating using infrared cameras. They designed and conducted experiments with an aim to evaluate the role of the process speed on the depth of remelting, while still comparing cases of different coatings and sample thicknesses using Near-infrared camera. Their work is now published in Surface & Coatings Technology.
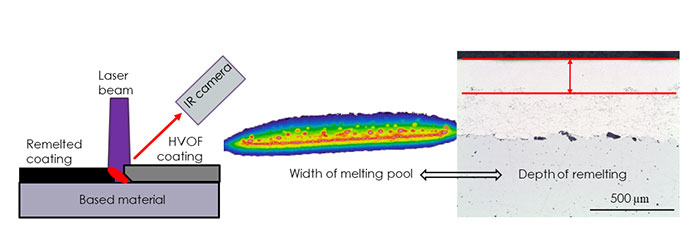
For the empirical procedure, the thermally sprayed coating was deposited onto carbon steel. They then selected three samples of varying combinations of substrate and coating thickness. High Power Direct Diode laser by Coherent was then used to remelt the high velocity oxygen fuel sprayed samples with its power being kept constant. The Near-infrared camera was used to record the remelting process. Prior remelting, the samples were preheated to reduce the risk of cracking. Cross-sections of the remelted samples were ground and polished and the depth of the remelting measured.
The research team then evaluated data from the infrared camera and calculated the width of the melting pool. They observed that the depth of remelting increased proportionally with the increasing radiant fluency. It was evident that the depth of remelting was dependent on the sample geometry. Thicker substrate samples remelted less than their thinner counterparts. The team also observed a similar situation with regard to laser hardening with a heat sink. It was seen that utilization of a more effective heat sink led to a lower depth of martensitic transformation. The authors of this paper eventually evaluated the temperature field in the melting area and related it to the achieved depth of remelting and noted that the infrared measurements correlated with the empirical observations perfectly.
The empirical procedure used here directs towards a novel technique that can be used for laser remelting of different types of sprayed coatings, such as those having different materials or were made using different spaying methods. From this set up, infrared measurement has been proven to be a useful tool that can be utilized for prediction of achieved depths of remelting during laser remelting regardless of the coating to substrate thickness ratio.
Reference
Marek Vostřák, Jiří Tesař, Šárka Houdková, Eva Smazalová, Matěj Hruška. Diagnostic of laser remelting of high velocity oxygen fuel sprayed Stellite coatings using an infrared camera. Surface & Coatings Technology volume 318 (2017) pages 360–364.
New Technology Research Centre, University of West Bohemia, Univerzitní 8, 306 14 Plzeň, Czech Republic.
Go To Surface & Coatings Technology