Significance
Recent advances in telecommunications, aerospace, medical instruments among other fields require intricate and precise geometrical parts. High speed milling is one of the most preferred process in achieving such precise geometrical complexity. The cutting force modelling of this milling process is based on milling mechanics and instantaneous milling force as the core fundamentals for studying the machining dynamics. During the milling process, wear is inherent and its effects on the cutting mechanics and work piece quality are significant. Tool wear leads to increase in milling force coefficients, increased friction force between the chip and the tool which gradually cultivates increase in instantaneous force that accelerates tool wear. Abundant studies have been undertaken on the milling force models, unfortunately, most of these studies are concerned with the overall milling cutting dynamics and use of the average flank wear as tool wear indicator. However, in practice each tooth of the cutter has dissimilar interaction with the work piece, and the wear of each tooth is not constant, due to tool runout and varying machining parameters.
Kunpeng Zhu and Yu Zhang at Hefei Institutes of Physical Science, Chinese Academy of Science in China developed a model that would describe the cutting mechanics and the relationship between the tool wear and the cutting force per tooth. The two researchers hoped that by studying the instantaneous force per tooth and considering the tooth runout in ball-end milling they would resolve the inherent shortcomings. Their work is now published in International Journal of Machine Tools & Manufacture.
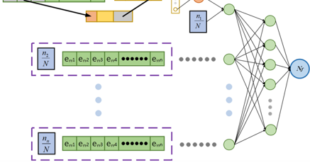
The researchers commenced their experimental procedure by modelling the three dimensional instantaneous milling force per tooth where a 3-flute ball nose end milling cutter with constant helical lead was used. This was to ensure more sensitive correlation with force than opposed to conventional average flank wear. The team then considered the un-deformed chip thickness where the tool run-out was defined and modeled in accordance to the geometrical relationships and axial milling range per tooth.
The authors observed that from the results of each milling pass, the optimum error of the average predicted milling forces against the experimental data was less than 1%. The two researchers also found out that the instantaneous milling forces and the tool wear per tooth were more closely correlated when considering the tool run-out effect. They also noted that the obtained results indicated that the resultant force in the z-axis direction was sensitive to the tool wear per tooth, with a correlation coefficient of above 0.9
Kunpeng Zhu and Yu Zhang study successfully presented a model that analyzes the instantaneous cutting force per tooth with inclusion of tool run-out effect. This model has been validated by using high speed ball nose milling experiments under varied working conditions. The results have shown that the proposed model can accurately describe the instantaneous force per tooth including tool run out effect, and that the axial force component is a good indication of tool wear condition.

Reference
Kunpeng Zhu, Yu Zhang. Modeling of the instantaneous milling force per tooth with tool run-out effect in high speed ball-end milling. International Journal of Machine Tools & Manufacture 118–119 (2017) pages 37–48.
Go To International Journal of Machine Tools & Manufacture