Significance
A diamond grain exposed beyond its bonds engages the workpiece first, concentrates contact stress at its apex, and fractures under impact. That simple mechanical imbalance of uneven protrusion in a coarse brazed diamond wheel governs much of what follows in grinding hard carbides. Brazed wheels with orderly grain arrangement promise deterministic cutting trajectories, large chip space, and strong grain retention but the brazing process itself rarely delivers uniform exposure height. A few tens of micrometers in protrusion difference alter single-grain cutting thickness enough to shift WC/Co from ductile shearing toward brittle cracking. The difficulty is geometric and statistical. How does one level thousands of superhard grains on a rotating body without inducing breakage, pull-out, or thermal degradation?
Conventional mechanical or electrochemical dressing partially addresses protrusion inconsistency, but coarse brazed structures complicate matters. The bond layer strongly anchors each diamond, so aggressive truing risks cracking the crystal before meaningful material removal occurs. Laser-based shaping offers spatial selectivity and micrometer-scale energy delivery, however, nanosecond ablation has its limitation including redeposition, localized graphitization, and irregular groove morphology when scanning paths intersect. Texturing adds another layer of complexity. If grooves extend indiscriminately across bond and abrasive, the resulting composite “integral” units suffer reduced wear resistance and unstable fracture behavior. For multi-layer wheels with randomly distributed grains, this coupling between binder and abrasive compromises durability. An orderly-arranged brazed wheel presents a different opportunity. Each grain is spatially separated and geometrically identifiable. That regularity invites precise, grain-resolved intervention.
The unresolved question is twofold. First, can pulsed laser trimming homogenize exposure height across an entire wheel circumference without degrading diamond integrity? Second, once leveled, can laser texturing of individual grains regulate material removal in WC/6Co cemented carbide—where brittle fracture and plastic flow coexist within micrometers—while preserving acceptable wear resistance? Addressing these issues demands not only localized ablation control but also global surface metrology. Without a robust method to quantify grain protrusion consistency over the full wheel surface, claims of uniformity remain anecdotal. Recent research papers published in Wear and Journal of Materials Processing Technology , which were conducted by Associate Professor Quanli Zhang from Nanjing University of Aeronautics and Astronautics, Dr. Zhen Zhang from Hangzhou Dianzi University, Professor Jiuhua Xu from Nanjing University of Aeronautics and Astronautics, et al., developed a global, image-processing-based method to quantify abrasive grain exposure height across an entire brazed diamond wheel. They implemented nanosecond pulsed laser trimming to homogenize grain protrusion without inducing widespread grain loss. They fabricated controlled micro-textures directly on individual, orderly arranged diamond grains through indexed laser scanning. They correlated grain-scale texture geometry with wear mode, grinding force evolution, and material removal behavior in WC/6Co cemented carbide.
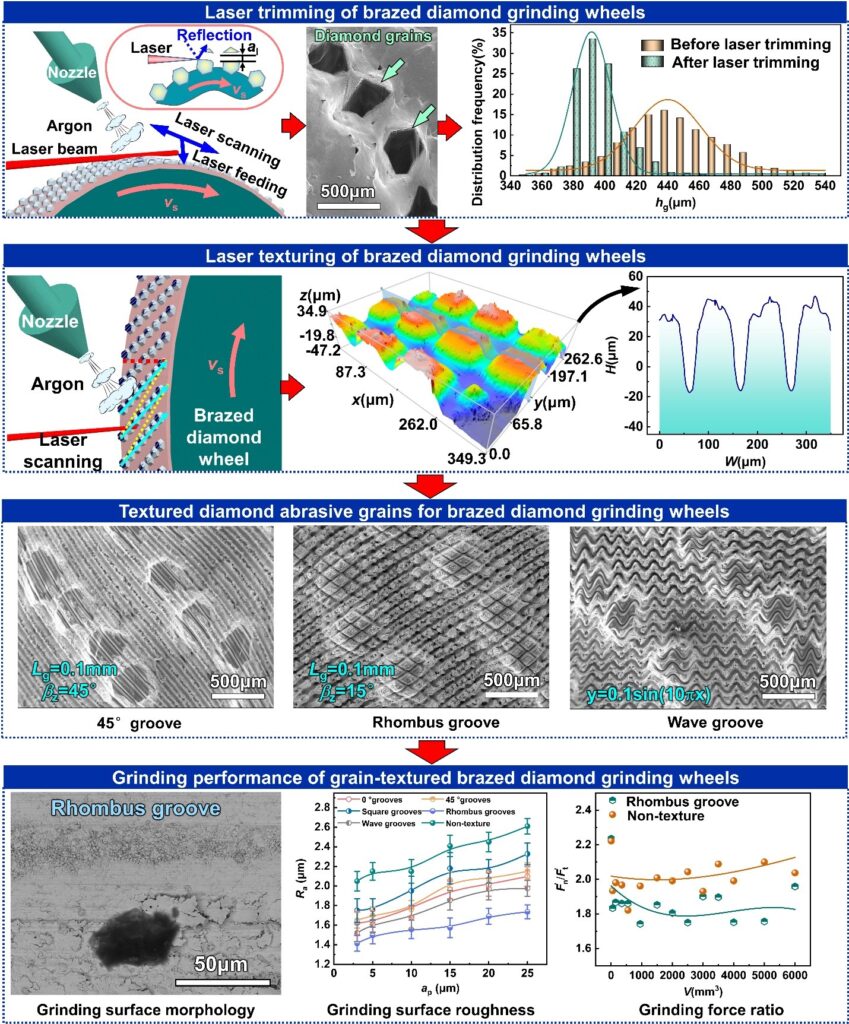
The research team first implemented nanosecond pulsed laser trimming on a 230 mm brazed diamond wheel fabricated by high-frequency induction brazing. They mounted the wheel with circular run-out constrained below 10 μm and scanned the beam along the generatrix, incrementally removing grain tips. Instead of relying on localized inspection, the investigators acquired full three-dimensional topography using an ultra-high-speed profilometer. They then constructed a numerical pipeline: singular peak and valley elimination, median-based noise filtering within a 5×5 kernel, binary segmentation at defined leveling bases, and connected-domain analysis to count active grains. This global processing step matters because height statistics derived from isolated regions can mask circumferential variability. After trimming, 87.3% of grains concentrated within 380–410 μm protrusion, replacing a broader pre-trim distribution centered around 410–470 μm. The laser flattened grain apices without inducing widespread pull-out, although a thin metamorphic layer appeared locally. For texturing, the authors controlled defocusing through indexed rotation (5°–8° increments), maintaining energy density within the focusing depth. They compared scanning paths and demonstrated that alternating “1–2–1–2–1–2” trajectories limited deposited metamorphic layers and preserved groove depth. By adjusting power, speed, and pass number, they fabricated 0°, 45°, square, rhombus, and wave grooves with approximately 60 μm depth and 45 μm width. SEM revealed uniform ablation geometry, while EDS confirmed carbon-rich surfaces derived from diamond and redeposited material. The researchers acknowledged an implicit trade-off: texturing reduces equivalent grain size and increases cutting edges, but it also diminishes load-bearing cross-section.
They performed scratching and grinding tests on WC/6Co cemented carbide (94% WC, 6% Co) linked texture geometry to wear mode and surface generation and under identical material removal volumes, the 0° groove wheel experienced impact-driven macro-fracture because groove orientation aligned perpendicularly to the grinding direction, intensifying collision stresses. The 45° groove moderated that interaction, favoring micro-fracture and abrasion. Square and rhombus textures increased the number of unit cutting edges, lowering single-grain cutting thickness and promoting more plastic removal of WC. The rhombus configuration, with continuous grinding edges and high trajectory overlap, produced the lowest surface roughness reductions—up to roughly one-third relative to non-textured wheels—while maintaining comparatively stable force ratios during intermediate wear stages. Wave grooves, in contrast, suffered accelerated thermal damage and macro-fracture.
To summarize, engineers who work with hard materials know that grinding cemented carbide is rarely limited by machine stiffness or spindle power. It is limited by how individual abrasive grains behave under load. The new study of Professor Quanli Zhang and colleagues matters because it shows that grain-scale geometry on a brazed diamond wheel can be engineered deliberately, not left to randomness. By combining global measurement of grain exposure height with pulsed laser trimming, the researchers achieved a much tighter protrusion distribution across the wheel. That directly stabilizes load sharing among grains and reduces premature fracture of overexposed diamonds. More importantly, laser texturing of individual grains altered the local cutting mechanics and by increasing the number of effective micro-cutting edges lowered single-grain cutting thickness and shifted WC/6Co removal toward more controlled plastic deformation, and reduce brittle fracture zones and grinding force. For engineers, that translates into better surface integrity, lower force fluctuations, and more predictable tool wear behavior.
We believe, applications extend across industries that rely on cemented carbides and other hard–brittle materials which can include high-speed cutting tools, precision molds, wear-resistant components, aerospace dies, and micro-precision parts. The new approach is also relevant for ultra-precision grinding of ceramics, optical materials, and advanced composites, where surface quality and subsurface damage control are critical design constraints.



References
Zhen Zhang, Quanli Zhang, Wentao Wang, Nan Yu, Wenfeng Ding, Jiuhua Xu, Wear evolution of microstructured diamond grains in WC/Co cemented carbide single grain scratching, Wear, Volume 488-489, 2022, 204142,
Go to Journal WearZhen Zhang, Quanli Zhang, Qiwen Wang, Wentao Wang, Jiuhua Xu, Pulsed laser texturing of brazed diamond grinding wheels with orderly arranged abrasive grains and their grinding performance on WC/Co composites, Journal of Materials Processing Technology, Volume 344, 2025, 119022
Go to Journal of Materials Processing Technology.