Significance
Ceramic cutting tools are essential in high-speed machining because they must operate where several demanding properties are required at once: hardness, thermal stability, wear resistance, and enough resistance to brittle failure to survive severe cutting conditions. Alumina-based ceramics are attractive because of their chemical inertness and cost effectiveness, and the addition of high-entropy carbides can provide more hardness and high-temperature capability through multi-principal-element design. In Al2O3– (HfNbTaTiZr)C ceramics, however, the same stiffness and hot hardness that make the material useful for cutting also leave it vulnerable to chipping and premature fracture. The challenge is to tune the microstructure so that strength, fracture toughness, heat transport, and wear resistance work together in a more reliable tool material. Graphene is attractive because it does not act as a simple filler added to make the ceramic stronger and its effect depends on how it sits inside the matrix and how it interacts with cracks, interfaces, heat, and sliding contact. When a crack meets graphene, the sheet can redirect the crack path, bridge the opening, branch the damage, or dissipate energy through pull-out and interfacial sliding. At the same time, graphene brings the mechanical problem closer to the cutting problem itself: its high in-plane thermal conductivity can help move heat away from the tool-chip interface, while its layered structure can contribute to lubrication under sliding. For that reason, layer number, sheet size, bonding strength, and orientation can determine how stress is transferred through the ceramic, how fracture develops, how heat is redistributed, and how wear progresses during machining.
In a recent research paper published in Ceramics International Dr. Yingqi Zheng, Professor Jialin Sun, Dr. Shurong Ning, and Dr. Jun Zhao from Shandong University together with Dr. Xiao Li from Weihai Weiying Tool Co., Ltd developed a three-dimensional finite element framework for optimizing graphene-reinforced Al2O3-(HfNbTaTiZr)C ceramic cutting tools. The model combines a Voronoi polycrystalline ceramic matrix, embedded graphene sheets, and cohesive zone elements for intergranular and transgranular fracture. They used it to identify an optimized graphene configuration and then linked that configuration to cutting simulations that account for graphene orientation, wear rate, temperature, and tool life.
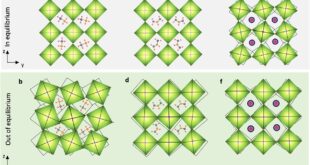
Briefly, the researchers built a three-dimensional finite element model of graphene-reinforced Al2O3-(HfNbTaTiZr)C based on an Al2O3 matrix containing 40 vol% (HfNbTaTiZr)C, with graphene fixed at 0.5 vol%. They used a Python-generated Voronoi tessellation to represent the polycrystalline ceramic matrix, and graphene sheets were embedded as discrete reinforcement units. Cohesive zone elements were introduced along grain boundaries and within grains so that intergranular and transgranular fracture could both be represented. This modeling choice important because the response being optimized was controlled not only by the intrinsic stiffness of graphene or the ceramic matrix, but by where damage initiates, how it crosses interfaces, and whether cracks are redirected or allowed to pass through the microstructure.
The authors used finite element simulations to assess flexural strength, fracture toughness, and Vickers hardness. The layer-number analysis showed that four-layer and eight-layer graphene configurations were generally more favorable than three- and six-layer configurations, but not in the same way. Four-layer graphene gave the best combined response because it preserved strong flexural strength and hardness while maintaining adequate fracture toughness. Eight-layer graphene could improve toughness through increased crack deflection and related toughening mechanisms, however, it also introduced conditions associated with interlayer sliding, less uniform stress distribution, and lower hardness or strength in several comparisons. The interpretation is useful: increasing the number of graphene layers changes the balance between reinforcement, defect evolution, and interlayer mechanical stability. Graphene sheet size showed a similar non-monotonic pattern. Among the four-layer designs, G(4,4) provided the most useful combination of flexural strength, hardness, and fracture toughness. Smaller sheets did not provide the same crack deflection and load-transfer benefits, whereas larger sheets risked stacking, agglomeration, and weakened interfacial effectiveness. The selected graphene sheet size therefore acted as an intermediate design point where dispersion, matrix continuity, crack interaction, and load transfer were brought into a more favorable relation.
The team conducted interface analysis and found for ceramic matrix-ceramic matrix bonding, an intermediate grain-boundary-to-grain-interior strength ratio gave a strong balance among hardness, fracture toughness, and flexural strength. When the ratio was too low, load transfer was insufficient; when it became too high, toughness declined sharply. For graphene-ceramic bonding, a similar intermediate ratio was identified as optimal. A moderately bonded interface allowed crack deflection and energy dissipation without sacrificing the load-bearing contribution needed for strength and hardness. This is one of the more important conclusions of the paper: the desirable interface is not simply the strongest possible interface, but one that allows controlled interaction between reinforcement and matrix during deformation and fracture.
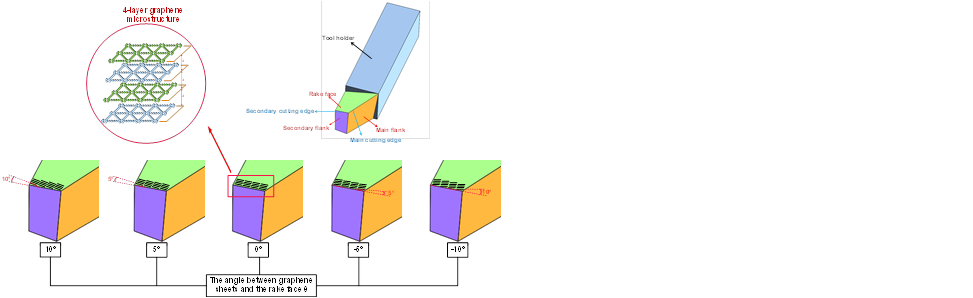
The authors coupled archard’s wear law with finite element simulation to calculate wear rate, tool life, and temperature for different graphene orientations. They defined orientation by the angle between the graphene sheets and the rake face. The team noted that the orientation of graphene significantly influences cutting temperature, wear rate, and tool life, but the relationship was not simply linear.
They also found the optimum orientation was not exactly parallel to the rake face and a slight negative inclination gave the longest simulated tool life, slightly exceeding the fully parallel case and outperforming the other tested orientations. Meanwhile, the optimum orientation for tool life was distinct from the orientation at which the lowest cutting temperature was achieved. This distinction is important because it shows that temperature reduction alone did not govern performance. The best orientation was determined by the coupled thermal and mechanical response: heat dissipation, lubrication, load-bearing capacity, and local stress distribution all contributed. Compared with the graphene-free Al2O3-(HfNbTaTiZr)C tool, the optimized graphene-reinforced tool substantially reduced wear rate, nearly doubled tool life, and lowered cutting temperature under the simulated cutting conditions.
The findings of Shandong University scientists have direct relevance for the engineering design of ceramic cutting tools intended for high-speed machining of difficult-to-machine steels. In such applications, tool performance is controlled not only by nominal hardness or fracture toughness, but by the way the tool material responds under simultaneous mechanical loading, sliding contact, heat generation, and localized wear. The study provides a practical design logic for graphene-reinforced Al2O3-(HfNbTaTiZr)C ceramic tools by identifying how graphene should be configured within the ceramic matrix to improve service behavior under cutting conditions. For tool manufacturers, the most useful outcome is the movement from graphene addition to graphene configuration control. The optimized four-layer graphene structure, intermediate sheet size, and controlled graphene-ceramic interface give concrete microstructural targets for designing ceramic tool materials with balanced flexural strength, hardness, and fracture toughness. A tool that is very hard but insufficiently tough may chip; a tool that dissipates fracture energy but loses hardness may wear too quickly. The configuration identified in the study offers a route to balance these properties rather than optimizing one at the expense of the others. The orientation results are especially important for tool design because they connect microstructure to the geometry of the cutting edge. By showing that graphene sheets oriented at about −3° relative to the rake face produced the best simulated tool life, the work suggests that reinforcement alignment can be treated as a design parameter in ceramic tool fabrication. This orientation improved the combined effect of interlayer shear, self-lubricating behavior, and in-plane thermal conduction near the tool-chip interface. Instead of relying only on experimental trial and error, engineers can use three-dimensional finite element modeling to screen graphene layer number, sheet size, interface strength, and orientation in relation to actual machining response. For advanced ceramic tools, this makes microstructural design more closely connected to service performance.


Reference
Yingqi Zheng, Jialin Sun, Shurong Ning, Xiao Li, Jun Zhao, Determination of optimal graphene configuration on the mechanical responses and machining performance of ceramic cutting tool, Ceramics International, Volume 51, Issue 29, Part A, 2025, Pages 60542-60554,
Go to Journal of Ceramics International