Significance
Hard-to-cut materials such as nickel-based superalloys and titanium alloy often require extra considerations during machining processes. Due to their hard nature, they result in rapid tool wear with some cutters lasting for only a few minutes during the machining process. Tool wear does not only increase the cost of machining but also affects the dimensional and geometry accuracy of the machined parts. It has therefore largely resulted in significant concern in machining hard-to-cut materials.
Researchers at Northwestern Polytechnic University in China: Dr. Ming Luo, Dr. Huan Luo, Dr. Dinghua Zhang and Professor Kai Tang (also affiliated with Hong Kong University of Science and Technology) developed a new multi-axis milling strategy for improving the tool life in the multi-axis milling of workpieces made of hard to cut materials such as titanium and nickel-based alloys. The idea behind this new milling approach was based on the capability of shifting the cutting edge on the cutter. They also investigated other factors that affect the rate of tool wear. Their research work is currently published in the research journal, Journal of Materials Processing Technology.
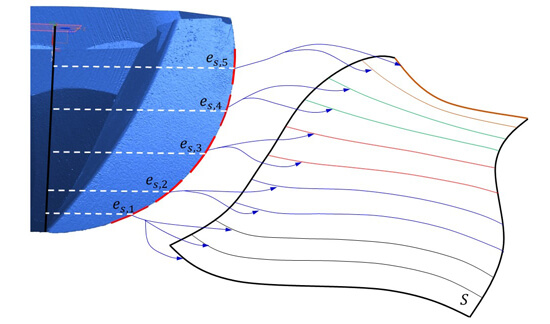
TIn their experiments, the authors cut different portions of the workpiece materials surface using different cutting edges. They predicted the tool life for each cutting edge during the milling process by predicting the rate of tool wear and establishing the relationship between the active cutting edges, tool orientation and the engagement of the cutter workpiece. This was made possible by segmenting the cutter contact curve and the cutting edge depending on the maximum cutting length for each edge segment. They also developed a cutting tool wear model for the ball-end cutter and also proposed a suggestion for improving the tool life. Eventually, they compared and contrasted the experimental results obtained from the available data.
The authors successfully observed a prolonged tool life before achieving the maximum threshold for the tool wear attributed to the segmentation of the cutting edges. The segmentation allowed shifting of the active cutting edges during the machining process thus tool wear for all the cutting edges could be averaged. Generally, the cutting experiments performed showed that the proposed milling machinery process could achieve significantly larger tool life improvements.
The research team also validated the effectiveness of the proposed multi-axis milling strategy for the hard to cut materials by performing a milling cutting on a flat face and freeform surface of materials made of Nickle-based superalloys. When the obtained results were compared to that of the traditional conventional edge cutting methods, they affirmed that the proposed method is good for tool life improvement as compared to its counterparts. Therefore, the authors are optimistic that their proposed machining technique will help improve multi-axis milling of freeform workpieces especially the hard to cut materials. With increased tool life, the quality of the machined products will improve regarding the dimension and geometry accuracy and precision. It will also generally reduce the cost of machining due to a significant reduction in the tool replacement.




Reference
Luo, M., Luo, H., Zhang, D., & Tang, K. (2018). Improving tool life in multi-axis milling of Ni-based superalloy with ball-end cutter based on the active cutting-edge shift strategy. Journal of Materials Processing Technology, 252, 105-115.
Go To Journal of Materials Processing Technology