Significance Statement
Inconel 718 is a nickel-based super alloy that is popular for its capacity to retain mechanical integrity at high temperature of up to 650°C, superior oxidation resistance and extensive fatigue life. For this reason, it finds numerous applications in aeronautics and energy industries. For example, in oil industries, Inconel 718 is applied in downhole tools including packers, safety valves, and flow control valves. In these applications, a good combination of excellent stability in mechanical attributes and corrosion resistivity at elevated temperatures is required.
The microstructure of additive manufactured Inconel 718 and selective laser melting appears to be different from the material produced through conventional approaches owing to rapid solidification process linked with the former. Therefore, the widely used standard solution heat treatment temperature adopted for conventional material is generally not sufficient for materials produced with selective laser melting approach to dissolve Laves as well as other micro-segregated phases for releasing the aging components adequately into the alloy fabric.
Wakshum Mekonnen and colleagues at the University of Stavanger in collaboration with Atle Sjolyst-Kverneland at Roxar/Emerson Process Management in Norway studied the hardness and microstructure of Inconel 718 manufactured by selective laser melting approach before and after solution heat treatment at 1100°C or 1250°C for various hold times. Their main aim was to evaluate the effect of high temperature solution heat treatment on the segregated particles and the potential consequence on the microstructure and, therefore, the mechanical integrity of the selective laser melting fabricated Inconel 718. Their research work is published in Materials Science & Engineering A.
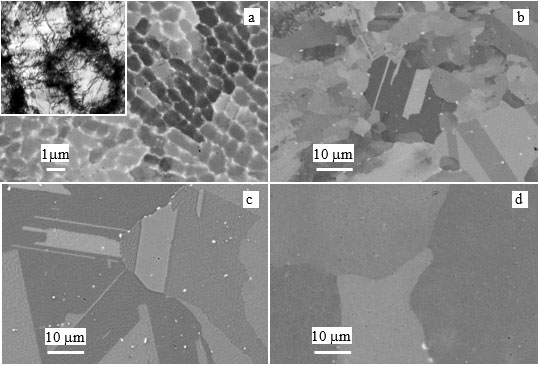
The authors observed that the grain structure of the selective laser melting fabricated as-printed Inconel 718 was non-dendritic and this was different from what was published in previous reports. The grains were also not well columnar and not oriented in the direction of building. The grains of the as-printed samples contained cellular and columnar sub-grains, which were disjointed by sub-grain boundaries decorated with precipitated particles as well as high density of dislocation networks. Stress developed by repeated heating and rapid cooling during printing was believed to be the primary source of the dislocation network.
Bottom and top region of vertical-print sample indicated approximately 13% of differences in hardness, presumably due to variations in Laves concentration. Hardness values of the samples heated at 1250°C for seven hours were found to be 15% less than those of as-printed samples. Solution heat treatment at 1100°C for one hour initiated recrystallization, but the hold time was not sufficient to initiate complete recrystallization and dissolution of the segregated phases. Samples heated for seven hours indicated significant grain coarsening, suggesting near completion of recrystallization.
Solution heat treatment at 1250°C led to complete recrystallization, which led to grain coarsening. Similar to specimens annealed at 1100°C for seven hours, only coarsened carbides were observed along the grain boundaries. At 1250°C annealing, the authors found Laves phases majorly dissolved and only a few nm-sized precipitates remaining undissolved in the matrix.




Reference
Wakshum M. Tucho, Priscille Cuvillier, Atle Sjolyst-Kverneland, and Vidar Hansen. Microstructure and hardness studies of Inconel 718 manufactured by selective laser melting before and after solution heat treatment. Materials Science & Engineering A, volume 689 (2017), pages 220–232.
Go To Materials Science & Engineering A