Significance
The use of metal spinning for the formation of circular geometries has increased in the past few years owing to its efficiency and low tooling costs as compared to other conventional methods. This is also a result of the development of the computer numerical control lathe machines. However, the limited application range has led to the development of several metal spinning methods to enable the formation of irregular and non-circular shapes. The new methods can be generally classified as either synchronous spinning or forced controlled spinning. The former involves synchronization of the radial displacement with the workpiece rotation angle while the latter consists of a non-circular mandrel that controls the pushing force of the roller to the workpiece.
Recently, conventional spinning methods for both circular and noncircular geometries have attracted significant attention of researchers. Unfortunately, all the existing metal spinning methods involve non-oblique spinning with a perpendicular cross-section to the spindle axis. Consequently, several methods developed to form both irregular and regular shapes are a type of shear spinning thus unsuitable for forming of shapes with vertical walls.
Dr. Hirohiko Arai at National Institute of Advanced Industrial Science and Technology in collaboration with Mr. Tatsuru Kanazawa at The University of Tsukuba proposed a spinning method for both oblique bottomed and noncircular shapes as well as vertical walls, combining both multipass spinning and synchronous spinning. The study is published in Journal of Materials Processing Technology.
Briefly, the method comprised of a roller that was synchronized with the mandrel rotation for tracking the noncircular motion. On the other hand, the workpiece got deformed through the roller paths. Consequently, the roller trajectory was determined through the linear interpolation in the radial and axial directions between the inclined cross-section and blank shape of the product. Furthermore, in order to realize all the features for desired shapes, three types of roller motions were incorporated. They included radial motion that was synchronized with the spindle rotation following noncircular motion. The axial motion was synchronized with the spindle rotation thus following the oblique bottom. Finally, the step-by-step tool paths were ideal for changing the flat blank to vertical walls.
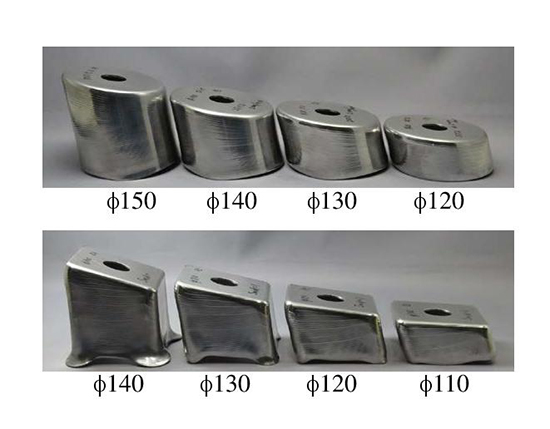
The authors successfully spun a square cup and circular cup with an oblique bottom and vertical side walls using the proposed method. An intermediate circular shape was used to equalize the thickness distribution in correspondence to the increasing wall thickness at the edges. However, the square cup as formed via the circular cross-section thus resulting in a reduction in the difference of the wall thickness. Furthermore, the wrinkles occurred due to the large roller feed and a small number of passes. Hence, a lower forming limit for an oblique square cup to non-oblique square cup was obtained.
Owing to the enhanced accuracy of the proposed method as compared to the initial conventional metal spinning methods exhibited by the tight fitting of the product of the mandrel, the study will surely advance metal formation processes in different industries. The study by Dr. Hirohiko Arai Mr. Tatsuru Kanazawa also forms a basis for subsequent studies aimed at improving the available metal spinning methods.


Reference
Arai, H., & Kanazawa, T. (2018). Synchronous multipass spinning of oblique-bottom shape. Journal of Materials Processing Technology, 260, 66-76.
Go To Journal of Materials Processing Technology