Fuel Processing Technology, Volume 124, 2014, Pages 115–122.
Hans Luik, , Lea Luik, Ille Johannes, Laine Tiikma,Natalia Vink, Vilja Palu, Mihhail Bitjukov,Hindrek Tamvelius, Julia Krasulina, Kristjan Kruusement, Igor Nechaev.
Tallinn University of Technology, Faculty of Chemical and Materials Technology, Department of Polymeric Materials, Laboratory of Oil Shale and Renewables Research, 5 Ehitajate Rd., 19086 Tallinn, Estonia.
Abstract
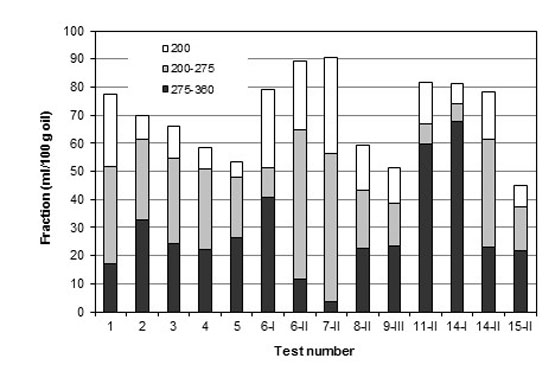
Possibilities for upgrading of the Estonian shale oil rectification residuum boiling above 360 °C by hydroconversion were studied for the first time with the aim to maximize the fractions boiling below 360 °C and between 275–360 °C. The single- and two-step hydroprocessing were performed in a 500 cm3 periodic autoclave under the range of temperatures 340–420 °C, duration 40–240 min, and the hydrogen initial pressure 6.4-7.5 MPa. Three types of catalysts foreseen for hydropurification (KGU-950, KF-848), for hydrocracking (GO-30-7, KF-1015, KC-3210) and for universal purpose (DN-3100 Th) were added in the quantity of 10% per the residuum. The effectiveness of the treatment was evaluated by yields of oil, gas, coke and water, by boiling curves, elemental composition, and group composition (hydrocarbons, aromatics, polyaromatics, low-polar heterocompounds and high-polar heterocompounds) of the hydrogenated oil, by FTIR spectra and GC/MS analysis, and by composition of the gases formed.
Any characteristic of the hydrogenated products depended on the complicated co-effects of the pyrolysis conditions, temperature, time and catalysts. So, there was no unique solution for the best conditions and catalysts for the best total result. The highest yield of the fraction boiling below 360 °C obtained was 82.7%.
Go To Fuel Processing Technology
Significance statement
Worldwide total dependence on petroleum products is obvious tendency in 21th century. Demand for petroleum products increases everywhere in the world. Fluctuating price and depleting of natural petroleum forces us to find alternative sources of obtaining petroleum-substitutes in order to ensure the energy security. Oil shale represents a vast and alternative source of liquid fuels and chemicals. Shale oil produced in industrial retorts by pyrolysis at 400-5000C can be observed as unconventional petroleum. In fact, shale oil differs significantly from natural petroleum by elevated contents of heteroatomic compounds and contains compounds such as alkenes, phenols and alkanones missing in natural analogue. Taking into account the specificity of Estonian shale oil produced industrially by the retorting process, more than 50% of kukersite retort oil is represented by the compounds boiling over 3500C. Separation schemes known in petrochemistry to get straight-run motor fuels of high quality from petroleum crude could not be used for retorting shale oil due to the wide boiling range of heterocompounds present not only in heavy fractions but also in lighter ones. For shale oil upgrading just hydrogenation techniques are the most prospective, enabling simultaneously to saturate the unsaturated bonds, to correct the boiling range and group composition of shale oil, to remove not only oxygen but also sulfur and nitrogen from shale oil, to elevate its hydrogen-to-carbon ratio, so bringing syncrude properties closer to the properties of petroleum crude and its distillation products.
Figure Legend
Distribution of the hydroprocessed oils between fractions.
Figure credit: Fuel Processing Technology, (2014)/Vol. 124/pp. 115 – 122.